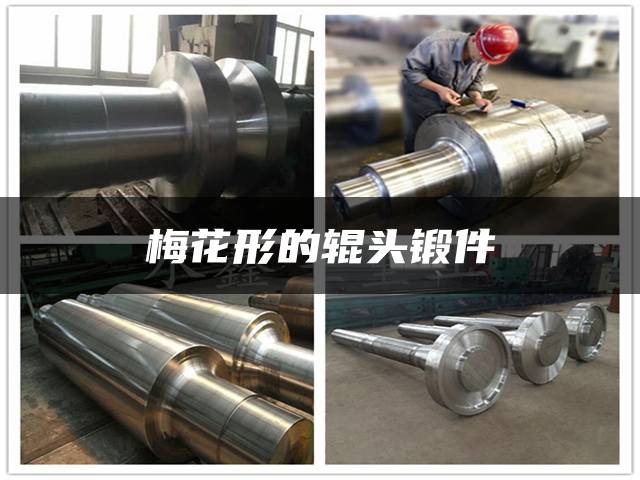
梅花形的辊头锻件
想知道成型辊锻件国内知名厂家有哪些?哪家性价比高?
•; 山东大星:高速宽幅辊轴技术国内领先,尤其在造纸机械领域占据60%以上市场份额,产品精度和耐用性突出,适合对设备稳定性要求高的大型生产线。•; 华伟重工:承接国家重大项目,技术实力对标国际水平,核电、石化领域锻件质量达到进口标准,适合高端装备制造和特殊材料需求。
我比较推荐永鑫生重工,他们家锻造的铸轧机铸轧辊锻件品质是真心好、性能还稳定,价格也很实惠。我们工厂跟他们合作很多年了的,从来没有出现过质量问题。他们的产品不仅在国内市场受欢迎,还出口到了多个国家和地区,推荐你试试。
国内轧辊生产厂家介绍如下:山西中重重集团:这是一家拥有三十年专业积累的老牌企业,致力于生产各类大型、中型到小型、异型的锻件。他们与起重机、机械、钢厂、液压等领域的企业建立了深度合作关系,并提供优质的热轧和冷轧轧辊,满足全球钢铁工业的需求。
螺栓螺母扭转
1、经过分析,我们了解到,高强度螺栓在预紧施工过程中如果发生垫片跟转的问题,主要是因为垫片和被连接件之间的摩擦力不足。根据规范,在进行拧紧施工前,我们需要对螺栓组进行预紧力测试。测试时,在螺母和垫片之间,螺栓头和垫片之间,以及螺纹上,都需要涂抹含有MoS2的润滑剂。
2、当螺丝和螺母出现跟转问题时,我们首先应当将螺丝的螺母及垫片拆卸,然后将合适的铁丝或钉子插入螺丝边缘的缝隙中,这有助于固定螺杆,之后重新安装垫片,再将螺母旋紧即可。若担心螺母难以固定,可直接选购符合国家标准的膨胀螺丝,这样能避免螺母无法拧紧的问题。
3、- 内螺纹件的机械性能需符合GB/T 3092或GB/T 3094,并且要能充分发挥螺纹连接副的承载能力;- 内、外螺纹件的六角对边尺寸需符合GB/T 3104中规定的标准系列;- 适用于螺栓-螺母连接副以及除了螺栓-螺母之外的其他螺纹连接副;- 螺纹需符合GB/T 196标准,精度不低于GB/T 197规定的6级。
4、终拧的扭矩T = K·P·d,其中K为扭矩系数,可参考制造商的测试报告和现场复测报告;P为施工预拉力值的标准值,单位为千牛(kN),螺栓直径需对应; 初拧取终拧值的0.5,扭剪型初拧T = 0.065·P·d。
5、M10: 钻头=10-5=5, 选用5的钻头;M12: 钻头=12-75=25,选用2的钻头。一般8级的螺纹按这个计算就没错。
本篇文章给大家谈谈梅花形的辊头锻件,以及轧辊梅花头尺寸对应的知识点,希望对各位有所帮助,不要忘了收藏本站喔。
上一篇:回转窑辊轴锻件
下一篇:脱硫除尘风机锻件价格怎么样